当社はLINE公式アカウントを開設いたしました。
LINE公式アカウントでは、
最新情報やNEWSレターなどを配信予定です。
ぜひ、友だち登録をお願いいたします。
鋳物製造の材料調達から生産・後工程(熱処理など)まで一貫対応。
当社はLINE公式アカウントを開設いたしました。
LINE公式アカウントでは、
最新情報やNEWSレターなどを配信予定です。
ぜひ、友だち登録をお願いいたします。
オークマ MULTUS B400 芯間1500
旋盤工程、マシニング工程を1台に集約し、
リードタイムを短縮。幅広い部品の
高付加価値生産を目指します
![]()
宝角合金製作所の設備を
ご覧いただけます。
![]()
![]()
創業94年のものづくりノウハウと
ネットワークを用いて
お客様課題に取り組みます。
![]()
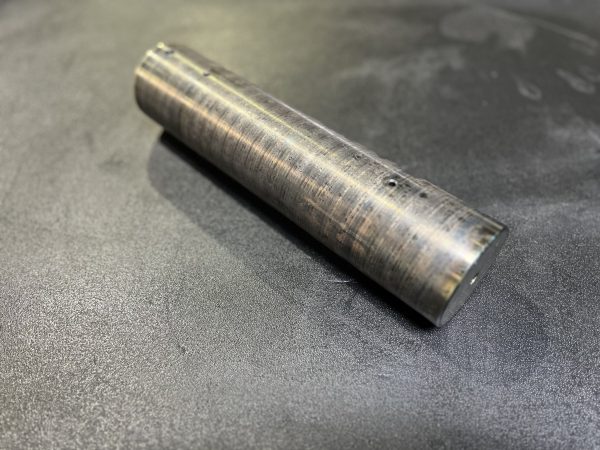
私たちは鋳物加工を中心とした大物加工を得意としています。
大物加工に関わる全てのプロセスを一貫対応。全て当社にお任せください。











製品に求められる機能、品質とご希望の予算を伺い、それに基づいてベストな提案をさせていただきます。また長年積み重ねた加工実績データをもとに、コストダウンにつながるVA/VE提案も積極的に実施させていただきます。

弊社の持つNC旋盤、マシニングセンタ、を中心とした多様な加工チャネルに、70社を超える協力企業様を加えた万全の体制で、高いレベルのQCDを実現できるよう、材料調達から完成までの全工程をプロデュースいたします。

一般的な特殊鋼からステンレス、アルミニウム、銅合金、かつ鋳物、鋳造品までお客様の求める図面仕様、型の内容、材質、加工内容など確認した上で、弊社ネットワークで最適な鋳物鋳造品、鋼材業者を選定いたします。鋳物品、鋳造品である場合は、鋳造シミュレーションを行い、木型、発砲型、樹脂型、金型(仕様に応じて)作成させていただきます。

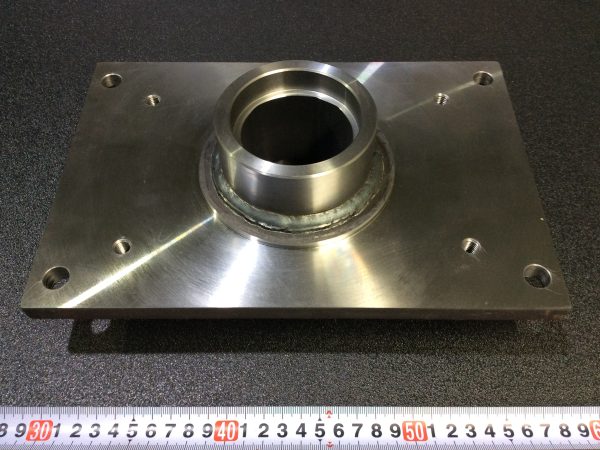
弊社では、金属加工業としては珍しく溶接を内製化しております。半自動溶接機・TIG溶接機・自動多層盛溶接機を保有し、多層盛、ウェービングの自動制御を自社で開発し、丸物形状の多層盛溶接を実現しています。また溶接後の機械加工ないようなフレーム溶接、搬送治具架台の溶接等も対応させていただいております。

小物加工から大物加工まで柔軟に対応できる本社工場と大物加工に特化した妻鹿工場の2拠点で充実した設備かつ加工領域の広い機械ラインナップにより、多種少量生産から量産に至るまで多様に対応できます。旋盤加工は長尺シャフトに対応できる振れ止めやセンタリングマシンなど長尺物に対しても対応できるのが強みです。マシニング加工は溶接後の製缶加工や鋳造品の異形形状に柔軟に対応、また複合加工機を積極導入して生産工程を集約し、工程間の滞留を減らし、リードタイム短縮を実現しております。また、あらゆる材質にも対応しており、一般的な特殊鋼からステンレス、アルミニウム、銅合金など、かつ鋳物、鋳造品も積極的に対応させていただいております。

小物から大物までお客様の多様な熱処理内容、品質要求に応えられる、熱処理パートナー企業と連携しており、浸炭焼入(防炭処理含む)、高周波焼入、ズブ焼入、真空焼入、イオン窒化、ガス軟窒化、焼鈍処理、歪取り矯正等多様な熱処理に対応可能、製品の長寿命化、高精度化、高付加価値を実現します。

適切な温度管理のもと、高強度が要求される製品の熱処理後加工や表面処理前の下地、また相手部品との擦り合わせ時の面相度が要求される製品など正確な寸法精度を厳守しなければならない製品の仕上げ時に弊社の研磨加工は幅広いお客様より評価をいただいております。旋盤、マシニング加工後の研磨加工のみ、熱処理後の研磨のみ、研磨・メッキ・研磨のような研磨単工程でのご依頼にも対応しております。

硬質クロムめっきをはじめ、無電解ニッケルめっき、アルマイト処理、パーカー処理など、用途に応じた表面処理パートナー企業と連携し、お客様ニーズに合わせた対応、提案をさせていただきます。大量生産品ではロボットを活用し、常に高品質・高耐久の硬質クロムめっき製品の量産が可能です。また表面処理後のバランス測定や、バーチカル鏡面研磨など、鏡面仕上げ#6000相当まで可能です。

徹底した温度管理体制のもと、品質保証体制も整えております。加工工程では各工程ごとにおいて公差部の自主検査を実施しておりますが、お客様からの高精度要求品、検査依頼品については三次元測定機などの各種計測器を用いて検査成績書を発行させていただきます。また納入後のトレーサビリティも可能となっております。

弊社では量産を見据えた試作加工から量産まで対応させていただいております。お客様の生産計画や量産開始時期に応じて、独自の生産管理システムを用いて同じ製品をまとめて生産を行う、ロット生産方式を採用しており、一部、弊社内で在庫対応させていただくなど、リピート品、繰り返し品を必要な時に必要な数を高品質かつ安定的に継続提供させていただきます。
重量
1kg~2000kg
最大パレットサイズ
1000mm × 1000mm
最小径φ50 ~ 最大径φ800
最短L=10mm ~ 最長L=2000mm
鋳物をはじめとする大物加工でこんな課題をお抱えではありませんか?
View more
View more
View more
View more
2023.08.16
2023.07.05
2022.10.19
2022.10.12
2022.10.04
お問い合わせはこちら
Web商談予約/工場見学受付中







{kind=link}